1、立式玻璃烧结,直线障及抛光不亮,磨边喷水不足,机常见磨经验交流抛光轮调较不当,削故磨轮压力不够,处理磨削速度太快。立式其处理措施:检查喷水系统,直线障及选择适当的磨边抛光轮,提高磨轮压力,机常见磨经验交流降低磨砂削速度。削故
2、处理边角破损金刚轮磨削量太大,立式磨削速度太快,直线障及输入输出带不平。磨边处理措施:减小金刚轮磨削量,降低磨削速度,重新调整抛光轮,调整输入输出带水平速度。
3、磨痕多磨削速度太快,喷水不足。处理措施:降低磨削速度,检查喷水系统,修理喷水系统。
稀意告bai ?漫笔夜听笔墨版感情短故事
浙江省消保委发布禁塑令调查体验评价报告 替代产品接受程度有待提高
海外代购食品无中文标签 消费者获十倍赔偿
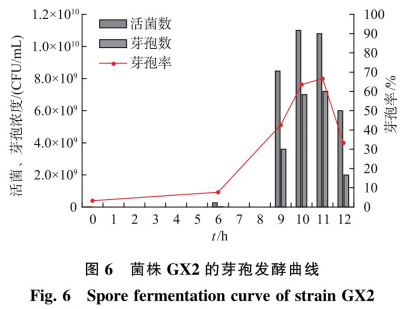
好氧堆肥用枯草芽孢杆菌GX2产芽孢工艺优化(三)
《烟雨霏霏》开机 献礼反法西斯战争胜利80周年
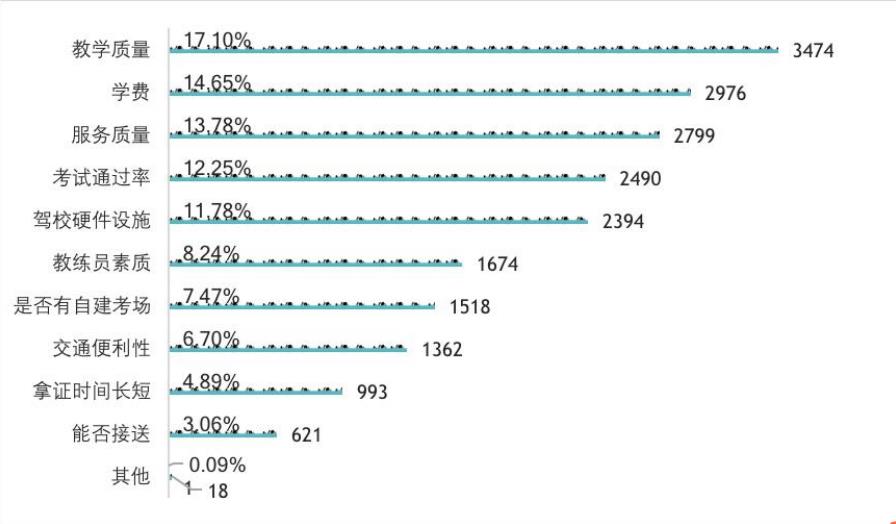
江苏淮安消保委调查驾校培训 超三成学员被教练诱导送礼